机床导轨直线度概述
1、基本定义
机床导轨直线度,是形状公差,指导轨实际横向/纵向轮廓线与理想直线的偏差程度,用来衡量导轨的X方向(左右偏摆方向)和Y方向(前后俯仰方向)是否平直,是机床最核心几何精度指标之一。
导轨是机床工作台、滑台、刀架的运动载体,其横向/纵向素线的弯曲、凹凸、波浪变形,都由直线度公差约束;单根导轨的直线度无基准,只评价导轨自身直线形态。
直线度是导轨、机床、精密平台等直线运动系统的核心精度指标。本方案采用光电自准直仪的光学自准直测量法,利用高精度光学准直原理,结合数字化采集与分析软件,实现对各类导轨直线度的非接触式、高重复性测量。
HONC_HCCM系列、HXCM系列、HCULTRA系列、HXULTRA系列、HCHS系列、HCLV系列、HC20U系列、HC1000系列、HC5000系列等光电自准直仪具备亚角秒级分辨率和卓越的长期稳定性,广泛服务于航空航天、半导体设备、精密机床、智能装备、高精度磨床及计量院所等对精度有极致要求的领域。
本方案将完整呈现从测量准备、仪器架设、数据采集到软件分析的全流程操作指引,帮助工程师快速掌握规范化的直线度测量方法。
2、管控对象分类
1、水平平面内直线度(左右偏摆方向)
导轨左右偏摆方向偏斜弯曲,加工时工件出现锥度、直线轮廓偏差;
2、垂直平面内直线度(前后俯仰方向)
导轨上下俯仰凹凸弯曲,直接影响切削时刀具垂直方向位移,造成工件尺寸、圆柱度误差;
3、整条导轨全长直线度 + 局部直线度
标准同时要求:全长总弯曲量不超公差,任意一段局部弯曲也不能超标,避免局部凸起卡顿。
3、直线度标准 | 公差带形式(GB/T 11336-2004《直线度误差检测》)
机床导轨属于给定平面内直线,公差带为间距等于直线度公差值 t 的两条平行直线之间区域;长导轨通常采用凸凹双向控制。
直线度误差(值):实际直线对理想直线的变动量。
评定方法:两端点连线法、最小包容法、最小二乘法等。
4、导轨直线度超差产生的原因
1、铸造时效不足,床身铸件内应力释放,长期使用缓慢变形;
2、磨削、刮研加工时工艺误差,导轨表面存在波浪、局部高点;
3、机床安装地基不平、地脚螺栓受力不均,床身扭曲;
4、长期重载、单边受力、磨损不均,导轨局部磨损凹陷;
5、温度变化导致床身热变形,导轨产生弯曲。
5、对机床加工性能的影响
1、加工精度失效
水平直线度超差:车削、铣削工件出现锥度、母线弯曲;垂直直线度超差:尺寸一致性差、平面凹凸。
2、运动性能变差
导轨局部凸起会造成滑台运行抖动、爬行,低速进给不稳定;弯曲量大会出现移动卡滞、阻力忽大忽小。
3、加剧磨损,缩短设备寿命
滑鞍与导轨局部单点接触,压强急剧升高,导轨快速拉伤、磨损,进一步扩大直线度误差,形成恶性循环。
4、降低整机稳定性
精密磨床、坐标镗床等高精度设备,导轨微小直线度误差会直接传递到成品,导致零件报废。
6、常用检测方法
1、自准直仪法【最常用】
高精度长导轨主流检测,分段采集读数,计算全长直线度误差;
2、合像水平仪法【传统法】
操作简便,适合中小型机床,对精度要求不高,分段测量导轨垂直面直线度;
3、千分表划线法
重型机床低成本检测水平方向直线度;
4、刀口尺光隙法
短导轨局部小段快速检测;
5、三坐标测量仪
数控精密导轨数字化精准检测,但无法测量长距离导轨。
7、修复与控制手段
1、加工阶段
床身充分时效处理,采用精密刮研、高精度导轨磨加工,严格把控出厂直线度;
2、安装阶段
调平地脚,消除床身扭曲,定期复检地基水平;
3、运维修复
导轨磨损变形后,通过重新刮研、导轨磨二次修磨恢复直线度;
4、使用管控
避免长期单边重载,保持导轨润滑,减少不均匀磨损。
8、与相关精度的区别
1、导轨直线度
仅管控导轨自身纵向平直度,形状公差,无基准;
2、导轨平行度
两条导轨之间的相对位置精度,属于位置公差,需要互为基准;
3、平面度
评价导轨整个工作面平面凹凸,直线度只评价单条纵向素线。
一、测量前准备
1、基本测量工具
1、光电自准直仪
含二维可调底座、数据线;
2、笔记本电脑
含标准测量软件、数据分析软件
3、高精度标准反光镜
含反光镜磁性底座;安装于导轨的滑块之上,用于反射准直仪的成像信号;
2、选配件
1、专用三脚架(高精度升降台)
用于稳定安装准直仪,配合准直仪高低升降;
2、激光找像器(激光找准器)
辅助准直仪与反射镜快速调整对光找像;
3、直线度测量示意图
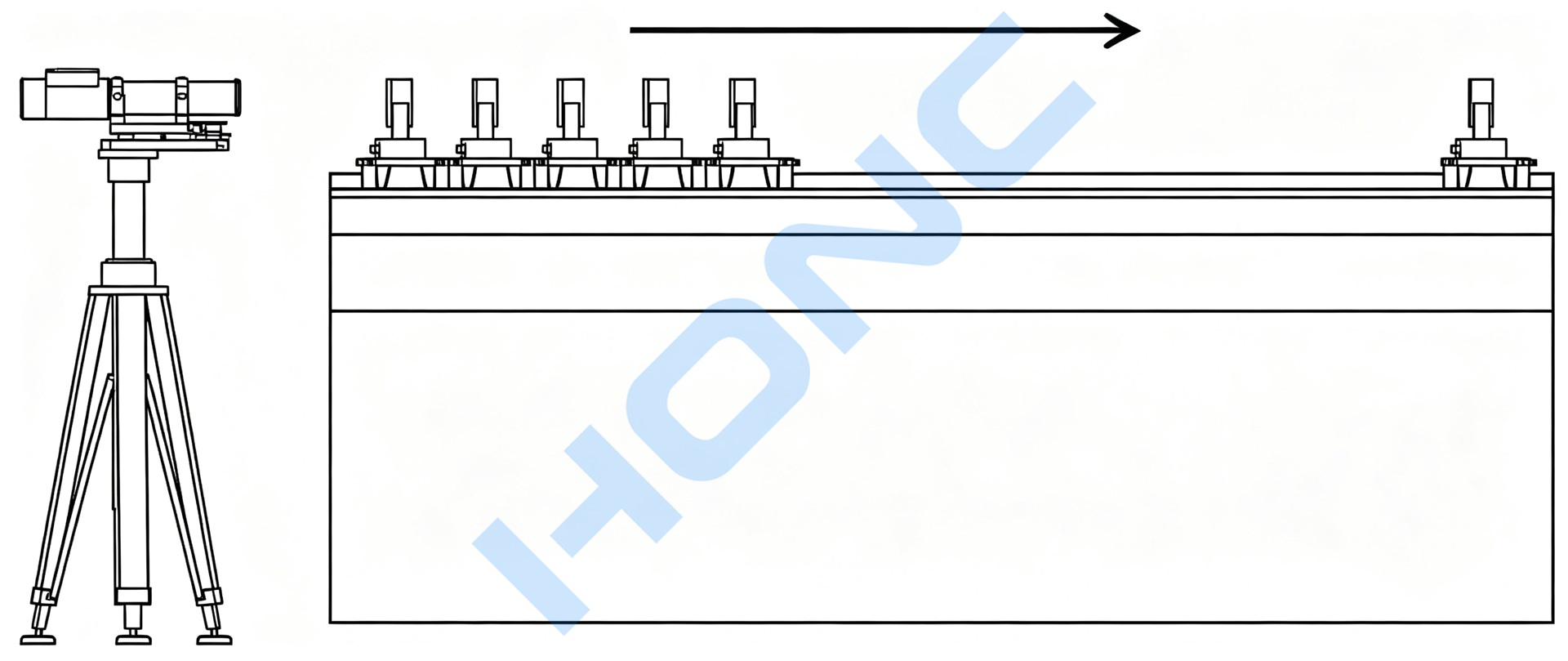
图1:直线度测量示意图
二、测量步骤
将高精度标准反光镜安装在导轨滑块上,以下简称“反光镜组件”。
将光电自准直仪安放在稳固基座(或三脚架)上,与导轨在同一条直线上,准直仪物镜筒对准反光镜。连接各线缆,启动电脑,运行自准直仪软件。
将反光镜从被测导轨的首端缓慢推至被测导轨的末端(轻推滑块,不要推反光镜。),从导轨前端观察反光镜内导轨的成像。反光镜内导轨的成像应与真实导轨在同一条直线上。若有夹角,需调整反光镜,直至在同一条直线。
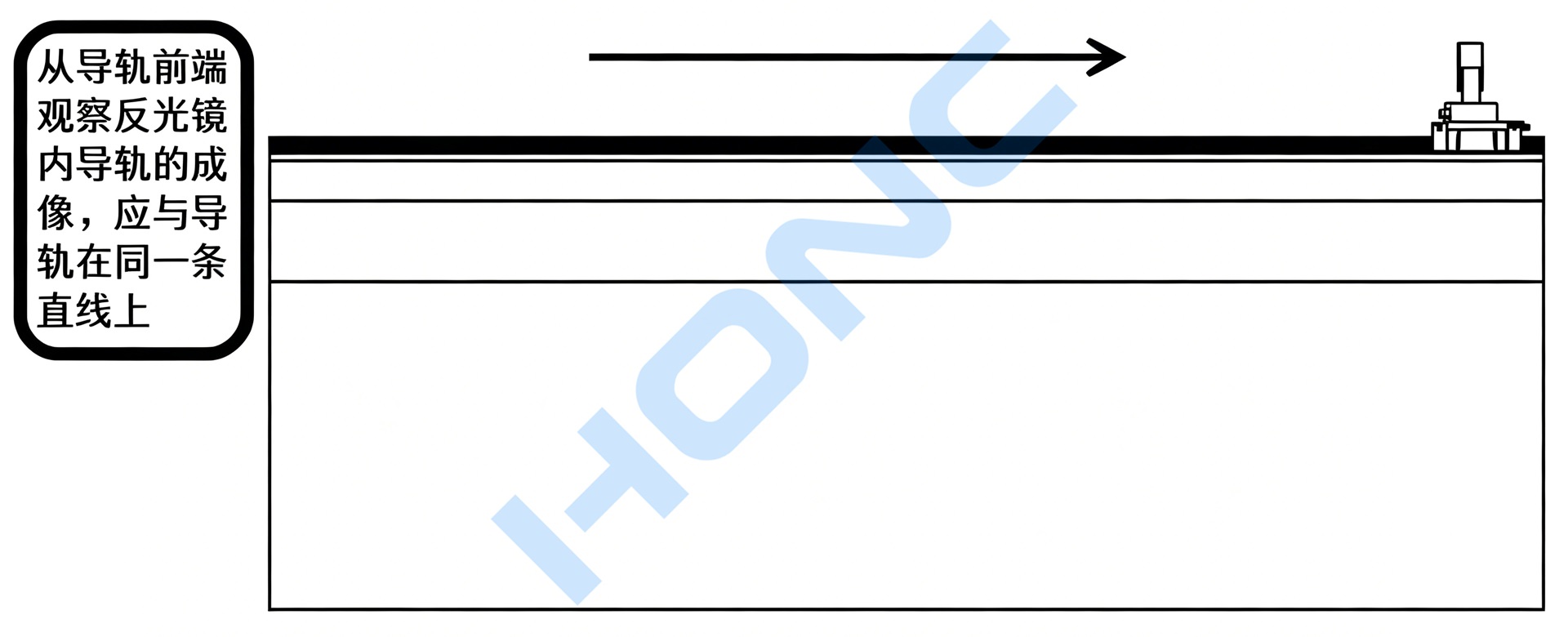
图2:调整反光镜示意图
推动反光镜组件,靠近准直仪的物镜口。打开准直仪软件,点击设置(F11),进入设置界面,在“信号调整”处,将“当前值”改为与“初始值”一致。点击确定退出。
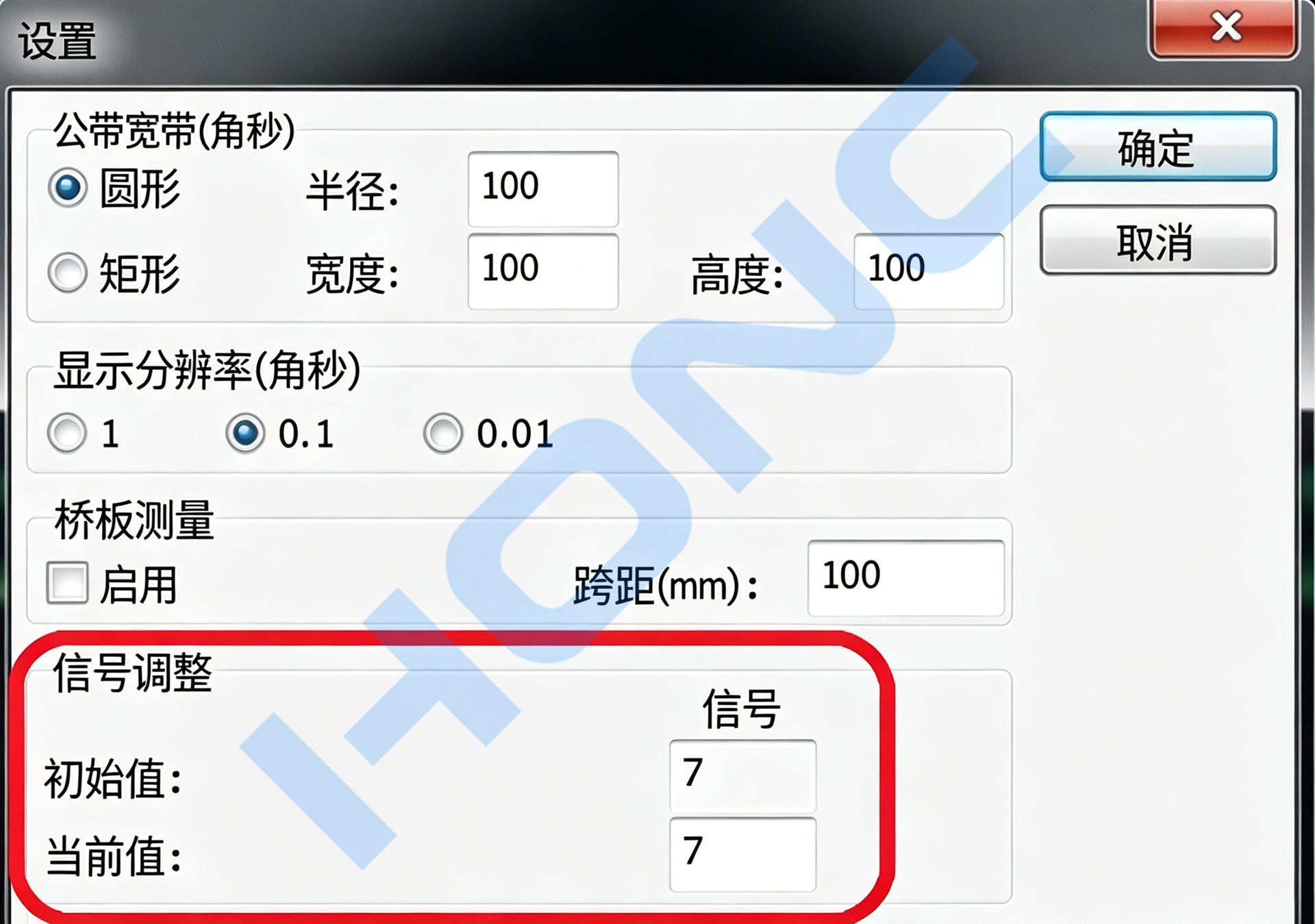
图3:准直仪软件设置示意图
点击启动(F1)启动准直仪标准测量软件。调整二维可调底座的水平/垂直调整旋钮,将两轴测量值调整到原点附近。移动反光镜滑块到基准导轨末端,准直仪应该正常显示数据。
移动反光镜组件靠近准直仪,点击保存(F9)按钮,保存第1个位置的测量数据;推动反光镜组件到下一个测量点(每次移动距离必须与滑块长度一致),点击保存(F9)按钮,保存第2个位置的测量数据;按此步骤依次测量、保存数据,直至被测导轨末端。
每保存1个位置的数据,在软件的右下角“存储区”,都会实时显示存储数据的数量。
测量完毕后,点击停止(F1)按钮,停止运行软件。再点击数据(F10)按钮,在弹出菜单中,点击保存按钮,将当前测量数据文件保存到本地硬盘中。
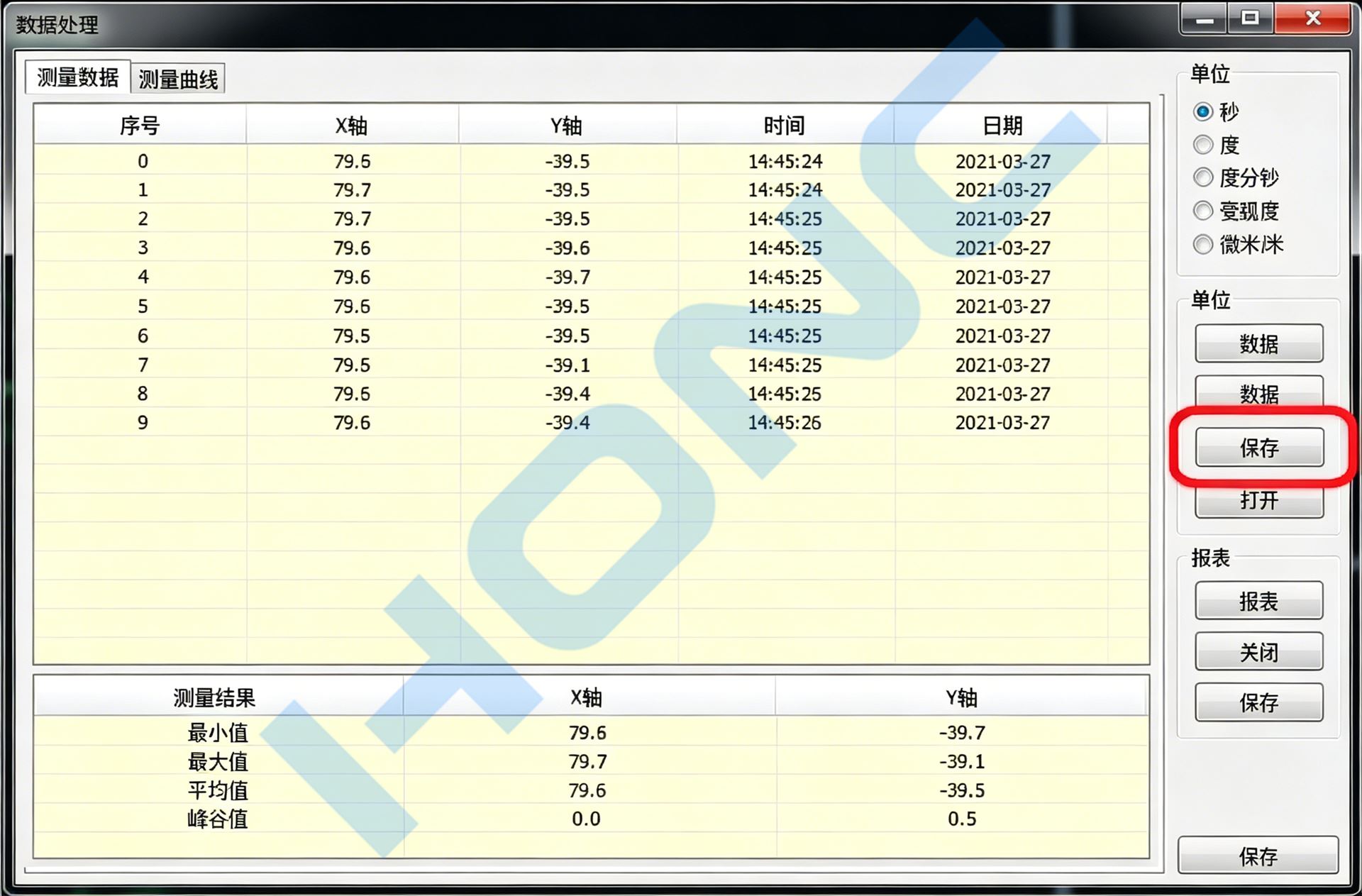
图4:数据处理保存示意图
三、直线度数据分析
运行“数据分析软件”,弹出提示对话框,点击“确定”。
点击软件左上角的程序菜单,选择直线度菜单。
点击打开数据图标;在弹出的对话框中,导入标准测量软件中已保存到本地硬盘中的测量数据文件。此时,会在数据分析软件界面显示导入的数据。
点击计算误差图标,在弹出对话框中输入跨距(即滑块长度,也是每次滑块移动的长度),点击确定,软件即对测量数据进行分析,并计算出被测导轨的直线度。
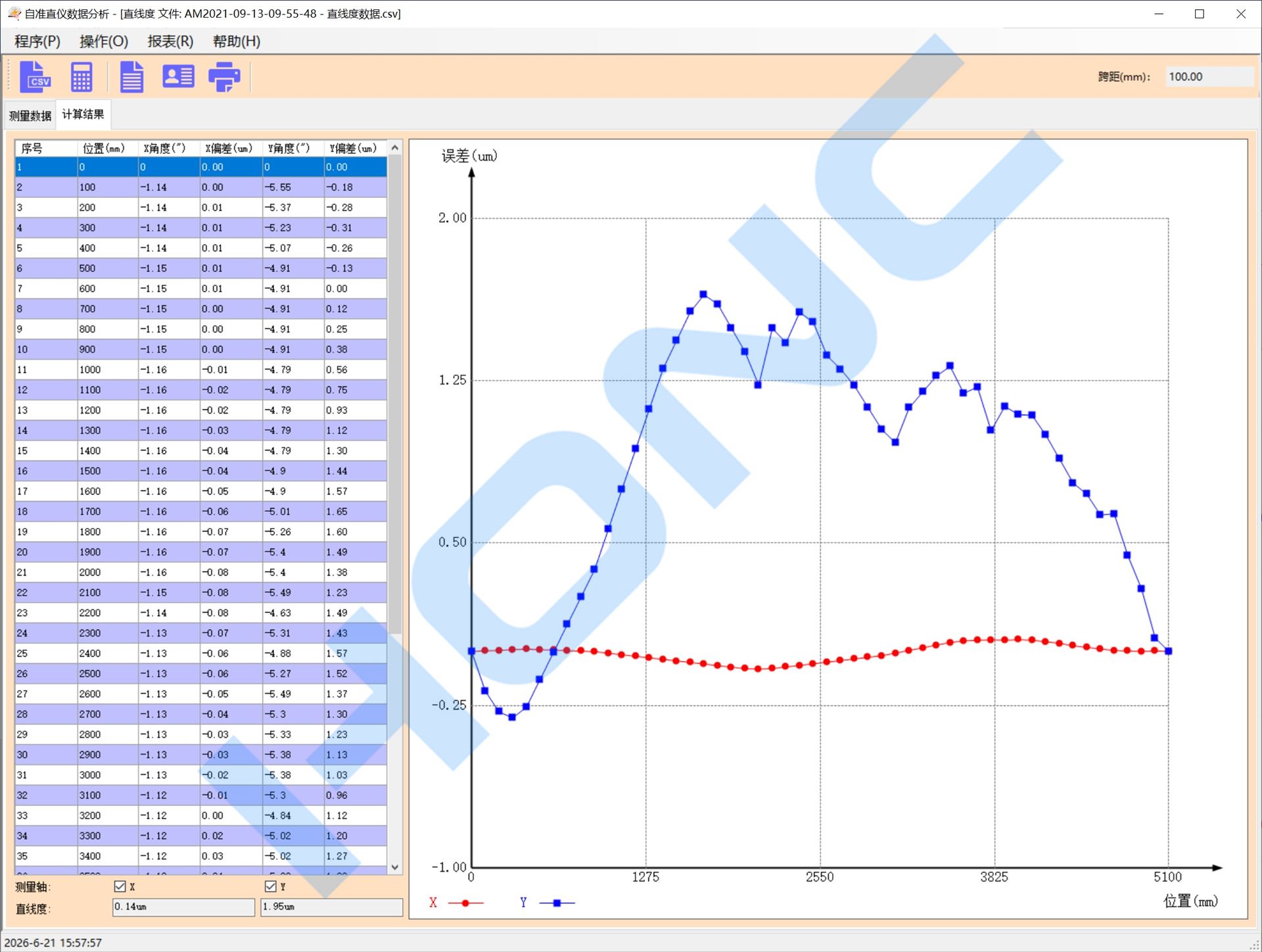
图5:直线度数据分析结果示意图
点击报表信息图标,在弹出“设置报表信息”对话框中输入用户自定义内容(如:公司名称、检测对象/编号、检测内容、检测部门、检测人员/工号等),点击确定,再点击报表预览图标或报表打印图标,即可输出检测报告或打印检测报告。
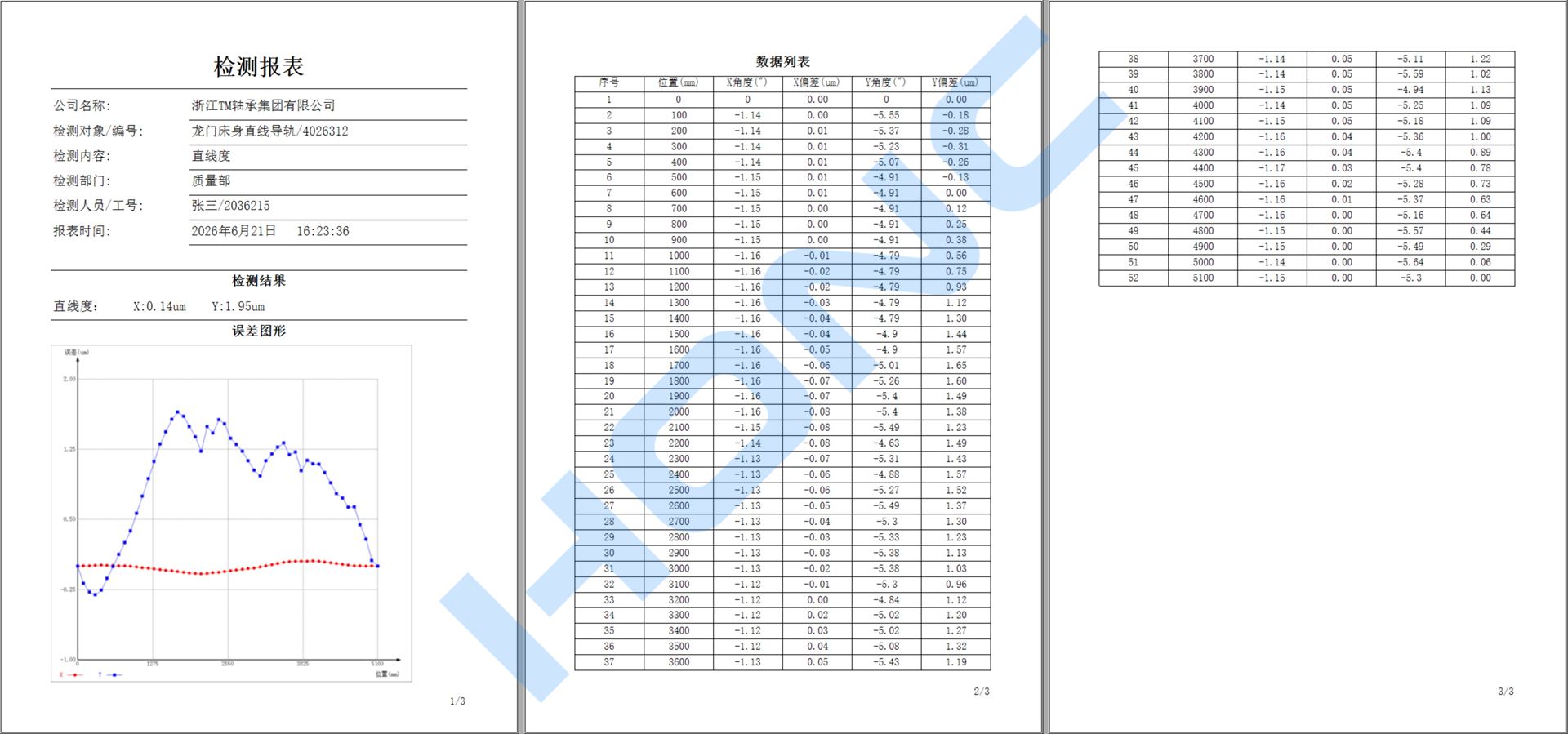
图6:输出检测报告示意图